
If you work in QA for a regulated industry like pharma or medical devices, you’re surrounded by acronyms. Two of the biggest are GMP and cGMP. They look almost the same, but that little “c” points to an important difference that every quality professional needs to understand inside and out. Following the principles of cGMP is about taking an active, modern approach to quality. This guide will break down what separates GMP from cGMP, show you why the “current” part is so important, and explain how a solid quality system is the only way to keep up.
Table of Contents
What Is GMP? A Quick Overview
Good Manufacturing Practice (GMP) is a set of rules and guidelines that make sure products are made and controlled to the right quality standards. The whole point is to reduce the risks in production that you can’t catch just by testing the final product. GMP covers everything from your raw materials and facilities to the training and hygiene of your staff. The main idea is that quality has to be built into the product from the start, and GMP gives you the blueprint for how to do it. A solid grasp of Good Manufacturing Practice (GMP) compliance is the starting line for any company in the life sciences, as it sets the bar for what’s acceptable.
Understanding cGMP and Its Purpose
So, what’s the deal with the “c”? It stands for “Current.” That makes cGMP the acronym for Current Good Manufacturing Practice. Regulators like the FDA added the “c” to stress that the rules aren’t set in stone. The idea is that you have to use up-to-date technologies and systems to stay compliant. It’s a way of saying that what worked ten years ago probably isn’t good enough today. Technology and science move forward, and your company is expected to move with them. The goal is to keep manufacturers on their toes, making sure they’re always improving their quality systems. This active approach supports achieving and upholding cGMP Compliance.
Key Differences Between GMP and cGMP
While GMP gives you the basic rules, cGMP demands that you apply them in a modern way. It’s less about a totally new rulebook and more about a new mindset. Here are the key differences a QA pro needs to know.
- Static Rules vs. A Living Standard: Think of GMP as the main, unchanging principles. cGMP compliance, however, is a moving target that requires you to keep getting better. You can follow the old rules to the letter and be GMP compliant, but cGMP means you’re actively using today’s best practices.
- Technology and New Ideas: The cGMP rules expect companies to invest in current technology for manufacturing and quality control. That could mean using automated systems, advanced testing methods, or a digital QMS instead of a paper-based one.
- A Proactive Mindset: GMP can sometimes feel like a checklist. In contrast, cGMP requires a culture that’s proactive about quality. You’re using current data to predict and prevent problems. This idea is a big part of all GxP guidelines, which are all about making sure products are safe and work as they should.
- What Regulators Expect: During an inspection, auditors are checking if your system is up to modern standards. Industry data on FDA inspections shows that a huge number of citations are for failures to use robust, current quality systems.
The consequences of falling behind these standards are significant. A 10-year analysis of European GMP inspection data, published by Lebanova et al., looked at nearly 1,500 deficiencies and found that a staggering 37% were classified as “major” and another 9% were “critical.” This data confirms that inspection findings are often serious issues that can lead to severe regulatory action, including the revocation of GMP certificates.
Why the “Current” in cGMP Matters
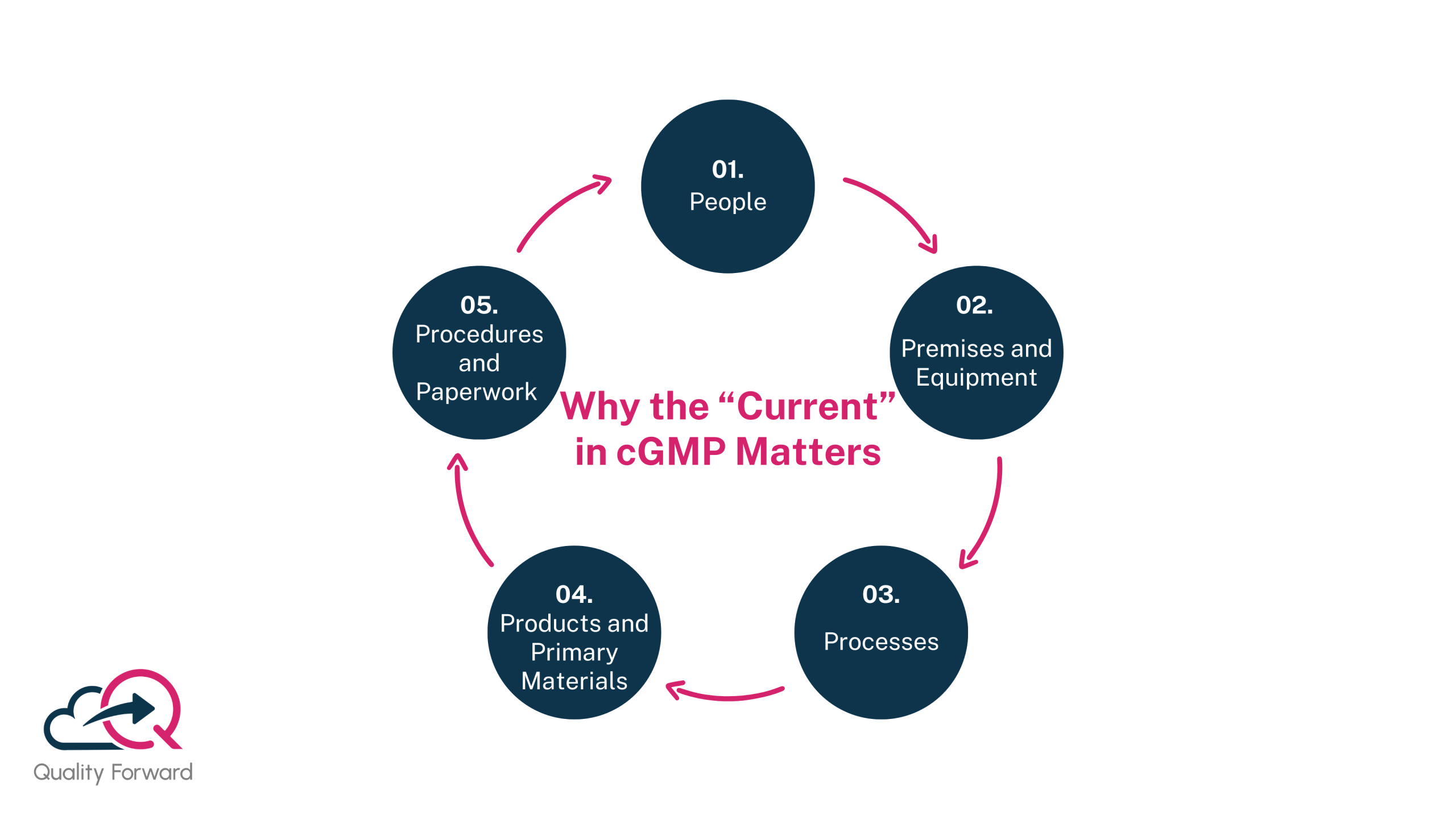
That focus on “current” is what gives cGMP its real power to protect patients. It makes sure that product safety isn’t put at risk by outdated methods. The easiest way to think about this is with the “5 P’s”, a simple framework that helps QA teams focus on where they need to apply modern standards. If you’re not up-to-date in these five areas, you’re risking product quality and regulatory trouble.
People
Your staff needs ongoing training on the latest cGMP regulations and the specific tools they use every day. A one-time training session during onboarding is not enough. “Current” means regular refreshers, role-specific training on new equipment, and deep training on concepts like data integrity. It also means building a real quality culture, where employees feel empowered to report potential issues without fear of blame. It’s a culture where “right first time” is the goal, and everyone understands their personal impact on patient safety..
Premises and Equipment
Your facility and equipment must be designed, maintained, and qualified to prevent mistakes and contamination. For premises, this involves validated HVAC systems that maintain specific differential pressures and air change rates to control contamination flow. For equipment, “current” means moving beyond a paper logbook for maintenance. It requires a robust preventative maintenance and calibration schedule, managed by a reliable system. All new equipment must be properly qualified (IQ/OQ/PQ) to prove it’s installed correctly, works as expected, and produces reliable results within your process.
Processes
Your manufacturing processes must be solid, repeatable, and proven to work using current methods. This means you have to actively monitor your processes with data to spot trends and keep everything in a state of control. For example, using Statistical Process Control (SPC) to chart critical parameters allows your engineers and QA team to see if a process is slowly moving towards a control limit, long before it actually fails. This allows for proactive adjustments instead of reactive investigations, which is a core expectation of modern cGMP.
Products and Primary Materials
You need tight control over your entire supply chain, including all raw materials and the final product. This involves much more than just a certificate of analysis from a supplier. A “current” approach requires robust supplier qualification, regular audits, and clear quality agreements. For your own testing, it means using modern, specific analytical methods. For instance, an older, less specific titration test might be replaced by a highly specific HPLC method that can detect trace impurities you would have otherwise missed. Relying on old testing methods can mean you are blind to critical defects.
Procedures and Paperwork (Systems)
All your documents, from SOPs to batch records, must be clear, controlled, and managed in a system that protects data integrity. For modern cGMP, this means your data must be attributable (you know who did it), legible, recorded at the time of the action, original, and accurate. A paper-based QMS makes proving this incredibly difficult. A digital system, on the other hand, builds these principles in. Imagine an auditor asks for a specific batch record from three years ago. With a paper system, that’s a frantic search through a dusty archive. With a current digital system, it’s a 30 second search, with a full, unchangeable history of every action.
cGMP Best Practices
Putting the ideas of cGMP into practice takes real work. It’s not enough to just know the theory. First, you need a strong quality culture, starting from the top and reaching every person on the floor. That culture has to put patient safety first. Another key is a tough supplier qualification program. Under today’s cGMP Regulations, your job doesn’t stop at your own factory, you have to make sure your suppliers are up to speed, too. Regular internal audits are also a must. Treat them as a chance to get better, not just to find problems. A good internal audit program helps you catch issues before an inspector does. Following modern QMS Standards gives you a clear roadmap for building these practices into your daily work. Lastly, you have to invest in ongoing training for everyone. Technology and rules are always changing, and your team has to keep up.
Why QMS Is Critical for cGMP Compliance
Trying to support cGMP compliance today without a good Quality Management System (QMS) is almost impossible. A QMS provides the structure and tools you need to manage a compliant operation. It’s like the central nervous system for your quality efforts, making sure the 5 P’s are actively managed and documented. When you’re trying to follow the latest cGMP Regulations, a digital QMS has huge advantages over paper. A digital system enforces your procedures, automates workflows, and gives you an unchangeable audit trail that guarantees data integrity.
For any company looking for the best QMS to support them, the focus should be on a system that can adapt as standards change. When an inspector finds that you’ve strayed from cGMP, they issue an observation on an FDA Form 483. A strong QMS helps prevent these by giving you a live view of your processes, making sure SOPs are followed, and managing problems in a structured way. As the FDA describes it, the rules are meant to be flexible to let each company decide how to best control its processes. A good QMS is the best way to put those controls in place.
Conclusion
The difference between GMP and cGMP is a commitment to always getting better. The key is understanding that “current” means staying on top of your people, premises, processes, products, and procedures. It’s how you not only pass inspections but also deliver the safest, highest-quality products to the people who need them. Meeting this ongoing challenge requires solid systems and expert help.
At Quality Forward, we specialize in the quality assurance and software validation services that regulated companies need to succeed in a cGMP world. We help businesses implement and validate the digital tools that make compliance simpler and more reliable. If you’re looking to bring your quality systems up to today’s standards, get in touch to see how we can help.
Frequently Asked Questions (FAQs): GMP vs cGMP
Good Manufacturing Practice (GMP) refers to the regulatory and quality frameworks that ensure products are consistently manufactured and controlled according to their intended use and specifications. It covers production, testing, facilities, equipment, and personnel to maintain product safety and efficacy.
The term “current” in Current Good Manufacturing Practice (cGMP) means that manufacturers are expected to use up-to-date technologies, systems, and processes. It emphasizes that what was acceptable in the past may no longer meet today’s standards or regulatory expectations.
The main differences between GMP and cGMP are that GMP establishes foundational quality requirements, while cGMP requires manufacturers to stay current with modern technologies, systems, and continuous improvement practices. Koerber Pharma explains that cGMP standards incorporate risk management, data integrity, and process control aligned with the latest industry best practices.
cGMP regulations are stricter because they focus on risk management, data integrity, and continuous updates to manufacturing and quality systems. The goal is to ensure consistent, safe, and effective products.
Yes. Both apply to pharmaceuticals, biologics, and medical devices. The main difference is that cGMP expects manufacturers to use up-to-date controls and best practices that align with evolving regulatory standards.
The transition involves reviewing existing procedures, identifying gaps, upgrading technology, validating processes, and ensuring documentation accuracy. Guidance from the FDA and qualified consultants helps maintain compliance.
A QMS provides the framework for implementing cGMP by managing documentation, training, change control, CAPA, and audits. It ensures consistent quality and supports inspection readiness.
Failing to meet cGMP requirements can result in product recalls, FDA warning letters, and loss of consumer trust. It can also lead to compliance issues that affect manufacturing authorization or product distribution.


